
服務熱線:
18666586101
18666586101


18666586101
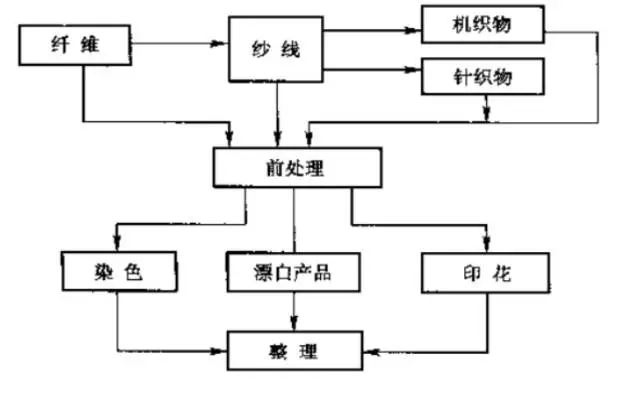
染整包括預處理、染色、印花和整理。印花是局部的染色,它的原理和染色的基本原理是一樣的,染料也是一樣的。
如何區分印花、染色和色織

1、染 色
染色是指染料從染液中上染到纖維上,并在纖維上形成均勻、堅牢、鮮艷色澤的過程。各種纖維的化學組成各異,適用的染料也不相同。常用的染色方法有高溫法、載體法以及熱溶法。
區 分
如果面料上有兩種顏色不同、原料不同的纖維,那很有可能是染色的。
如果一塊面料中有多種纖維存在,這些纖維上色所需的染料、溫度是不同,可通過一次性染色完成。
2、印 花
使染料或涂料在織物上形成圖案的過程為印花。分為平網印花、圓網印花、轉移印花、數碼印花等。印花是局部染色,要求有一定的色牢度。所用染料與染色基本相同,主要采用直接印花工藝,還可采用涂料印花,涂料印花工藝簡單,但印制大面積花紋手感較硬。
區 分
通常情況下,印花是一面染色的,另一面是滲透過去的,正反兩面會有一定的區別。
3、色 織
色織是將紗線或長絲經染色后進行織布的工藝方法,有全色織和半色織之分。
區 分
如果一塊面料成分是純的,如純羊毛、純棉、全滌的面料,一般看到有顏色或者格子都是色織的。
滌 綸
滌綸是一個比較特殊的原料,因為有很多改性滌綸。
例如陽離子滌綸(陽離子染料可染性滌綸),低溫可染性滌綸。
同樣是滌綸,如果一塊布有陽離子滌綸和普通滌綸,那么他就可以染成兩種顏色;如果一塊面料含有低溫滌綸和普通滌綸,那么在低溫的情況下可以染成兩種顏色。
●染料與纖維的染色對應關系
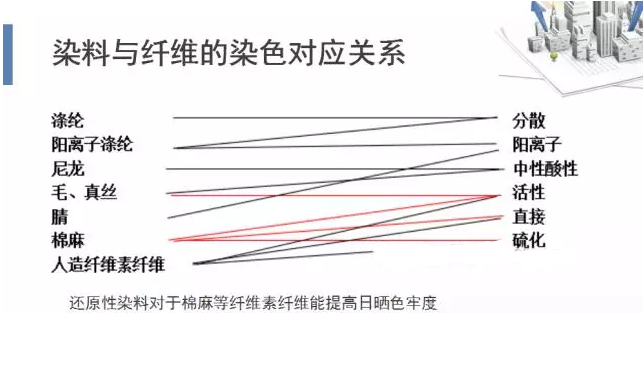
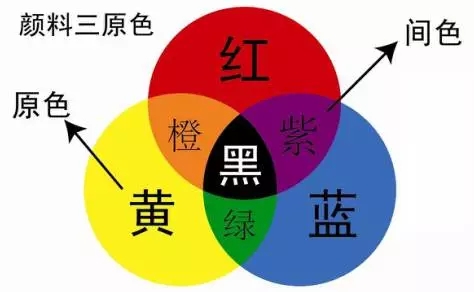
●拼色
拼色:為了獲得特定的色調,將兩種或兩種以上的染料進行拼染。染廠的染料一般有黑、白、紅、黃、藍
如何確定一塊面料上的顏色?
任何一塊面料,布面上的顏色有三個部分組成:色相、飽和度和明度。
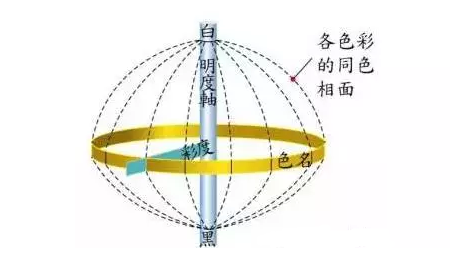
色相:也叫色澤,是顏色的基本特征,反映顏色的基本面貌。

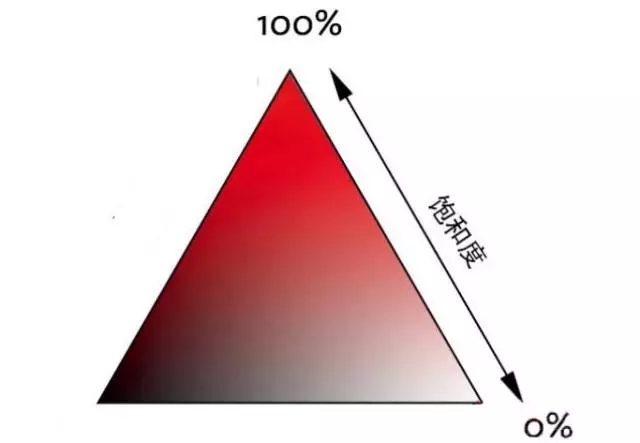
飽和度:也叫純度,指顏色的純潔程度。
明度:色彩的明暗程度。

如果不同的纖維、不同的組織結構染同一個顏色,會展現出完全不同的效果。例如一塊棉府綢和一塊滌綸色丁打出來的樣,在色相、飽和度、明度相同的情況下,色丁看上去會更有光澤、顏色更飽和一點。原因是棉布的漫反射比較多。
●染色的過程
●影響染色的因素
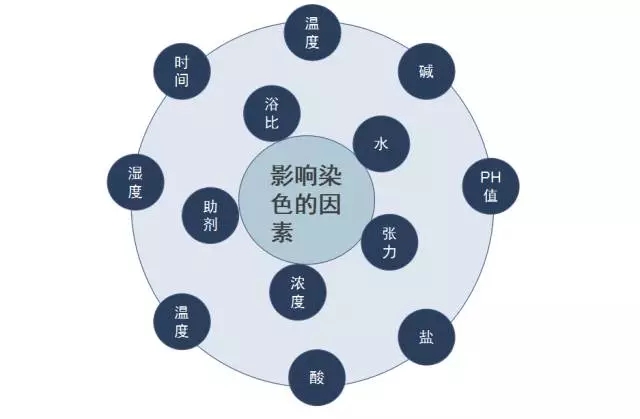
1、時間:染色時間和保溫時間
染色時間的確定與染料在纖維上的擴散、結合有關,染色必須有足夠的時間,讓染料充分上染、擴散、固著,達到上染平衡,得到應有的色澤。時間過短,往往染料未完全上染,得不到應有色澤,色不符樣必須修色重染,因而會浪費染料。萬一有染花現象,也沒有足夠的時間來讓纖維上的染料“移染”,來達到染色均勻的目的。當然染色時間的確定要適當,時間過長,有時反而會使織物因隨溫度及化學藥品作用時間的過長而發生變化。

2、溫度:溫度的高低,關系到纖維的膨化程度,關系到染料的性能(溶解性、分散性、上染速率、上染率、色光等),關系到助劑性能的發揮。每一種纖維制品,每一種染料都有自己最適宜的染色溫度,溫度或升溫速率控制不當,都會嚴重影響到染制品的色光及勻染性。如弱酸黑BR染羊毛,最高上染溫度為80-95℃,而酸性藏青GGR最高上染溫度為95-1OO℃。又如陽離子染料染腈綸,升溫速率必須嚴格控制,升溫太快,極易造成染花。
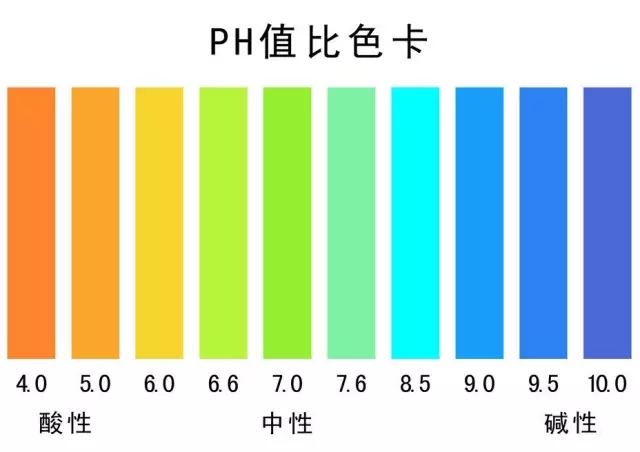
3、pH值:pH值也是影響染色色澤與勻染性的重要因素。如一般的分散染料染滌綸,適合在酸性條件下進行,若將這些染料的pH值定在堿性,部分染料的色澤就會發生變化,多數分散染料會降低上染率。如用酸性藏青GGR染色,pH值不宜大于3,否則色光就會明顯帶紅光。同一種染料染同一種纖維,當pH值發生變化時,色光就會發生變化,而且會影響到勻染性。如羊毛用酸性染料染色,pH值越低,羊毛帶正電荷越多,使負電性的染料上染速度加快,染花的可能性就會增加。pH值還會影響到染料的反應性和水解性能,如活性染料的水解性與反應性都與pH值有關,pH值還影響到纖維的性質以及助劑的性能,最終影響到染色色澤和勻染性。
4、浴比:染浴中的布重:水重
5、濃度:水中染料的含量,單位為g/L。
濃度越高,化學反應更劇烈、更快,表現更明顯。
6、車間的溫度和濕度
7、張力
8、助劑與水
●對色
對色就是用客戶來樣進行比對,比較色相,明度,深淺三個指標。一般按級分,1~5級,5級色差最小。
紡織面料在生產過程中要經過多道工序,在此過程中,由于原料、生產工藝、操作等各種原因造成的誤差,往往不同批次,甚至同一批次的面料在?色上會有差異。面料顏色差異的大小,如果對色光源的不同,對色環境,對色時間的不同,對色差的評價也不同。因此為了準確評估顏色的差異,保證對色結果的一致性,在視覺評定顏色時,必須在標準對色燈箱中選用客商指定的光源對色,以避免因光源不標準或光源不同而造成視覺上的差異。

常用的標準光源有:
D65—國際標準人造日光燈,大部分客戶均用它對色
TL84—三基色熒光燈,歐洲、日本商店光源,歐洲及日本客戶通常使用
CWF—冷白光,美國商店貨辦公用光源,美國客戶常使用此光源
UV—紫外光,用于檢測面料上的增白劑或熒光性染料
A—夕陽光源,系參考光源
●色牢度
染色品在染色后使用或加工過程中,在各種外界因素的作用下,能夠保持其原來色澤的能力。 一般牢度分為5級,級數越高牢度越好。

最常見色牢度及檢測標準
AATCC:美國紡織化學師與印染師協會(簡稱AATCC)是辨別與分析紡織品的色牢度,物理性能和生物性能的非官方機構。
ASTM:美國材料與試驗協會(American Society for Testing and Materials,ASTM)前身是國際材料試驗協會(International Association for Testing Materials,IATM)。
ISO:國際標準化組織(International Organization for Standardization,ISO)簡稱ISO,是一個全球性的非政府組織,是國際標準化領域中一個十分重要的組織。
JIS:日本工業標準(JIS,Japanese Industrial、Standards )是日本國家級標準中最重要、最權威的標準。由日本工業標準調查會(JISO)制定。
最常用的牢度測試:水洗色牢度、摩擦色牢度、水漬色牢度、汗漬色牢度、日曬色牢度。
其他物理指標及染整工藝的影響:縮率(燙縮率和水洗縮率)、起毛期球、強力、縫線滑移、布面pH值(安全標準)
●印花
1、圓網印花和平網印花
圓網印花是利用刮刀或者磁棒使圓網內的色漿在壓力的驅使下印制到織物上去的一種印花方式。
圓網印花主要優點就是速度快;缺點是花回只能在網的圓周以內。

平網印花產量較低,但其制版方便,花回長度大,套色多,能印制精細的花紋,且不傳色,印漿量多,并附有立體感。

2、涂料印花
由于涂料是非水溶性著色物質,對纖維無親和力,其著色須靠能成膜的高分子化合物(粘著劑)的包覆和對纖維的粘著作用來實現。
涂料料印花可用于任何纖維紡織品的加工,在混紡、交織物的印花上更具有優越性,且工藝簡單、色譜較廣,花形輪廓清晰,但手感不佳,摩擦牢度不高。
3、爛花

爛花印花是指在花紋圖案處印上能破壞纖維組織的化學物質。因此化學藥品與織物的接觸處會產生破洞。爛花印花布上的洞的邊緣總是受過早的磨損,因此這種織物耐穿性很差。
4、拔染

選用不耐拔染劑的染料染底色,烘干后,用含有拔染劑或同時含有耐拔染劑的花色染料印漿印花,后處理時,印花處地色染料被破壞而消色,形成色地上的白色花紋(稱為拔白印花)或因花色染料上染形成的彩色花紋(稱為色拔印花)。又稱拔白或色拔。
拔印織物的生產成本很高,還必須十分小心和準確地控制使用所需的還原劑。
5、數碼印花

數碼噴墨印花利用打印機原理,將染料直接噴涂到織物表面,經固色處理后完成印制過程。一般染料都采取直接噴印的方式,分散染料也可以噴印與熱轉移相結合,先噴墨打印轉移紙,再通過熱轉移的方式完成印花,可以提高生產效率,省去焙烘和洗水工序。
6、轉移印花

轉移印花多用于滌綸織物。它是通過高溫(200℃左右)使染料受熱升華為氣相凝聚在滌綸表面,然后向纖維大分子中無定型區滲透,經冷卻后固著在纖維內部的印花方法。
轉移印花法能夠精確再現圖案,便于機械化生產,且工藝簡單,尤其是印花后處理工藝比傳統印染簡單而印花手感與印染相同。
7、膠印
8、蠟染、扎染
蠟染是我國古老的少數民族民間傳統紡織印染手工藝。蠟染是用蠟刀蘸熔蠟繪花于布后以藍靛浸染,既染去蠟,布面就呈現出藍底白花或白底藍花的多種圖案,同時,在浸染中,作為防染劑的蠟自然龜裂,使布面呈現特殊的“冰紋”,尤具魅力。
扎染是指在織物上運用扎結成綹(或縫紉)浸染技藝印染成花紋的工藝由于扎緊處染料無法滲透,所以拆線后便形成了各式圖案。通常也指印染成的印染工藝品古稱稱扎纈、絞纈、夾纈和染纈。

數碼噴墨印花技術的工作原理是對墨水施加外力, 使其通過噴嘴噴射到織物上形成一個色點。

數碼噴射印花是數字化圖像的噴射技術, 由數字技術控制噴嘴的噴與不噴, 噴何種顏色的墨水以及在X Y方向上的移動, 保證在織物表面上形成所要求的圖像和顏色。
數碼印花一個重要的技術指標為分辨率( 簡稱dpi) , 即指每英寸內的點數。在噴墨印花時, 不同的基布對分辨率的要求也不同。

一般情況下dpi 為180~ 360 時, 圖像已清晰。對很精細的圖像dpi 達到360~720 即可。
分辨率提高后對噴嘴的噴射頻率、定向精度的要求更高。染者無疆的數碼印花專區也總結過一些關于數碼印花分辨率的討論。
噴射印花的原理:
1. 連續噴射式CIJ ( continuous Ink Jet)
連續噴射式原理是通過對印墨施以高頻震蕩壓力, 使印墨從噴嘴中噴出形成均勻連續的微滴流。在噴嘴處設有一個與圖形光電轉換信號同步變化的電場。
噴出的液滴在充電電場中有選擇地帶電, 當液滴流繼續通過偏轉電場時, 帶電的液滴在電場的作用下偏轉, 不帶電的液滴繼續保持直線飛行狀態。
直線飛行的液滴不能到達待印基質而被集液器回收。帶電的液滴噴射到待印基質上。

2. 按需要噴射式DOD(dro on Demand)
按需噴射式噴印系統的工作原理是當需要印花時, 系統對噴嘴內的色墨施加高頻機械力、電磁式熱沖擊, 使之形成微小的液滴從噴嘴噴出,由計算機控制噴射到設定的花紋處。
按需噴射式應用最廣的是熱噴墨技術, 它是依靠熱脈動產生墨滴, 由計算機控制一根加熱電阻絲到規定溫度, 致使印墨汽化(霧)以后從噴嘴噴出。
另一種DOD 技術是壓電式噴射系統, 即由計算機控制在壓電材料上強加一個電位, 使壓電材料在電場方向產生壓縮, 在垂直方向產生膨脹, 從而使印墨噴出。

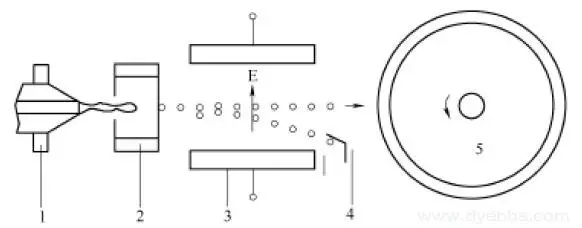
噴墨印花原理圖
1 —噴嘴2— 調制器3 —高壓偏轉板4— 流入貯槽5— 滾筒
噴墨印花不僅要求高精度的噴嘴技術, 高精密的控制技術, 同時,要求具有高純度、高濃度、高牢度、高穩定性的墨水與之匹配, 才有使用價值。
高檔的活性印花面料本身手感較涂料印花柔軟細膩,但,市場對高檔活性印花手感要求越來越高,我們的印花的產品如何在眾多競爭對手中脫穎而出?這就需要我們對印花工藝的改進或助劑的提升。
我們來聽聽印花企業的痛點:
痛點1:
浙江某印花企業廠長的困惑:我們的活性印花面料后整理硅油用量達到100g/l,手感還是達不到客戶的要求,其中也試了國內各大品牌的硅油柔軟劑,當硅油柔軟用量已經達到飽和值時,用量再加大效果適得其反,反而會影響色光、牢度等問題。
痛點2:
廣東某知名針織印花廠的痛點:活性滿地印花,特別是黑色面料,印出來手感發硬,用再好再多的硅油也提升不大,做不出超柔舒適的風格,導致高端品牌客戶流失。
總結:當印花傳統工藝做法面料手感達到極限值時,手感已經無法提升,我們針對這個問題提出了相對性的解決方案。
廣州市賽尼科高新材料公司推出相對“創新”的印花手感解決方案,研發出一款具有兩性離子的手感添加劑,直接添加在印花漿中,改善印花底布的面料手感,最大提升50%以上,不影響色牢度與色光。從而整體提升了印花品的手感舒適度,具有絕對的柔軟爽滑度與懸垂感。
(優勢一:如再經過后整理定型上硅油柔軟,即能突破原來手感極限,手感直接得到提升3-5成。
優勢二:如對手感需求一般,可免后整理定型上硅油柔軟劑,縮短工藝流程)
掃碼關注賽尼科 獲取更多印染紡織資訊


賽尼科:致力于紡織品手感風格開發,提供各項牢度解決方案,功能性產品工藝設計與提升,積極推動高濃縮助劑的實際應用。免費提供功能性紡織品整理難題技術方案,24小時咨詢熱線:18148619344(微信同號)。主要硅油系列有:冰感硅油、軟滑硅油、挺滑硅油、親水硅油、膚感硅油、絲光平滑硅油、奧代爾硅油、莫代爾硅油、增深硅油、嵌段硅油、三元共聚硅油刺毛硅油、錦棉羅馬滑彈硅油、 連體褲面料專用硅油、低聚物去除勻染劑、印花手感提升劑




 售前咨詢專員
售前咨詢專員
